










Three technologies dominate this space in 2026: AMRs vs AGVs vs Forklifts. Each has a legitimate role. Each has situations where it is clearly the wrong call. And the cost of getting it wrong, whether that means rework, delayed ROI, safety incidents, or infrastructure written off, runs into crores.
This guide gives you a complete, technology-neutral framework to make the right call for your specific operation. No product pitches. No vendor bias. Just the clearest thinking we know how to offer, drawn from two decades of deploying autonomous systems across factories and warehouses in automotive, pharma, FMCG, e-commerce, solar, and heavy manufacturing.
Who Should Read This
This guide is written for people who are actively evaluating automation, not just curious about it.
If you are a Plant Head or Factory Manager looking at intralogistics automation for the first time, or trying to expand an existing fleet, this is for you. If you are a Supply Chain or Logistics Director building an internal business case for mobile robots, read on.
Same goes for VP Operations or COO-level leaders comparing technology options before issuing an RFP, Warehouse Managers who are frustrated with forklift dependency and labour attrition, and Procurement or Projects teams who need a technically grounded vendor comparison before they commit.
If you already know what you need and just want to talk to an engineer, skip to the bottom.
What Are These Three Technologies?
What Is an AMR?
An AMR, which stands for Autonomous Mobile Robot, is a robot that navigates independently using onboard intelligence. It perceives its environment in real time, makes its own routing decisions, detects and avoids obstacles without human input, and adapts to layout changes on the fly. It does all of this without needing fixed floor infrastructure like magnetic tape or reflectors.
Modern Autonomous Mobile Robots (AMRs) by Novus Hi-Tech are increasingly being deployed across factories and warehouses looking to build flexible intralogistics systems.
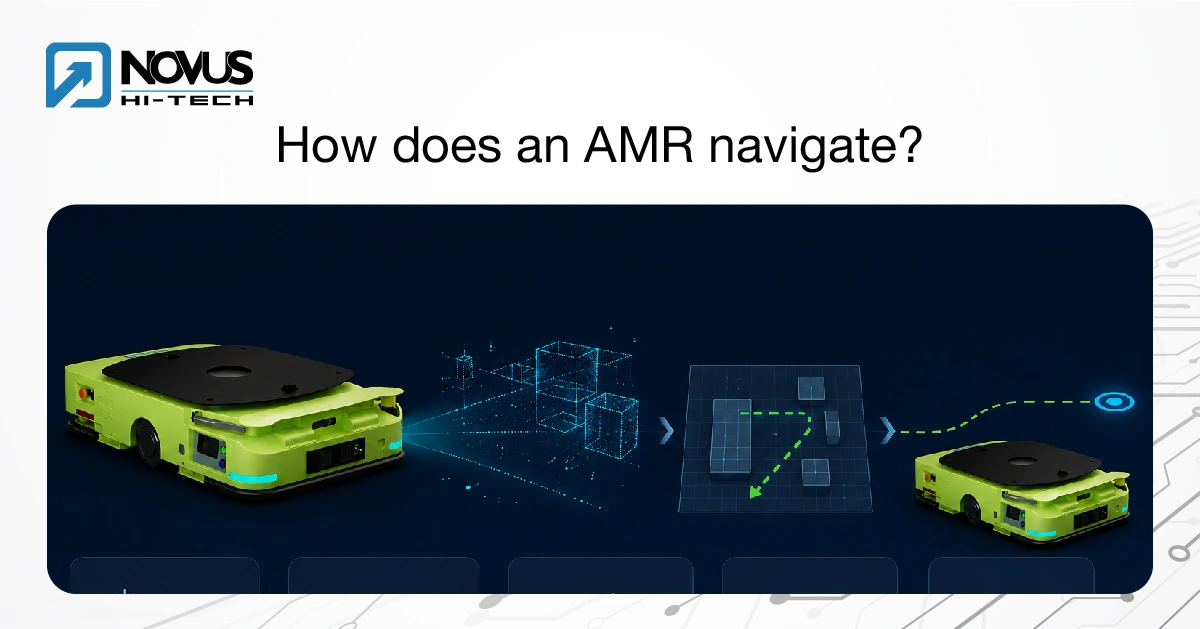
Modern AMRs use a combination of three things working together.
1. 3D LiDAR
The first is 3D LiDAR, which stands for Light Detection and Ranging. This is the most advanced navigation sensor available for mobile robots today. Unlike 2D LiDAR, which scans only a single horizontal plane, 3D LiDAR captures a full volumetric picture of the environment, detecting obstacles at every height at the same time. Floor-level debris, a protruding shelf edge, a person crouching in an aisle, a forklift arm extended at chest height, 3D LiDAR picks up all of it.
2. AI-powered SLAM
The second is AI-powered SLAM, which stands for Simultaneous Localisation and Mapping. The robot builds and continuously updates a 3D map of its environment as it moves through it.
3. Sensor Fusion
The third is sensor fusion, which combines data from LiDAR, cameras, and IMU sensors for robust, real-time decision-making.
The result is a robot that navigates naturally through its environment, reroutes around obstacles on its own, and requires no markers, no tape, and no floor modification to operate.
This is one of the key reasons why companies exploring Warehouse Automation Solutions and Manufacturing Automation Solutions are increasingly shifting toward AMR-led intralogistics.
Why does 3D LiDAR matter compared to 2D LiDAR?
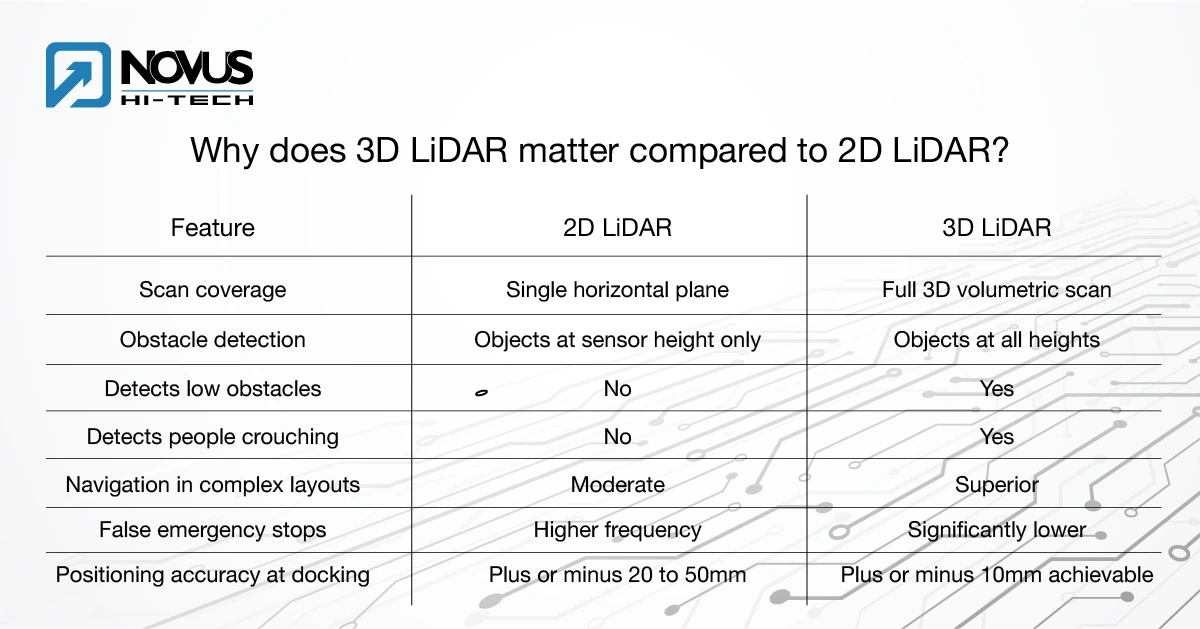
This is the question most buyers never think to ask. It matters more than most people realise when you are operating in a real industrial environment.
| Feature | 2D LiDAR | 3D LiDAR |
|---|---|---|
| Scan coverage | Single horizontal plane | Full 3D volumetric scan |
| Obstacle detection | Objects at sensor height only | Objects at all heights |
| Detects low obstacles | No | Yes |
| Detects people crouching | No | Yes |
| Navigation in complex layouts | Moderate | Superior |
| False emergency stops | Higher frequency | Significantly lower |
| Positioning accuracy at docking | Plus or minus 20 to 50mm | Plus or minus 10mm achievable |
A robot that can only see at one height will stop for a dangling cable, miss a pallet elevated on a trolley, or fail to detect someone bending down in the aisle. In a real factory or warehouse, conditions are never perfectly controlled. 3D LiDAR is not a premium upgrade. It is the correct specification.
Advanced Industrial Robotics Solutions increasingly rely on 3D LiDAR architecture because of the operational safety and navigation advantages it provides.
What is an AMR used for?
AMRs work best wherever material flows are dynamic, mixed, or changing regularly. That includes WIP movement between production cells, kitting and sub-assembly transport, multi-zone warehouse picking and putaway support, last-mile movement in e-commerce fulfilment centres, pharmaceutical internal logistics, and any environment where routes, layouts, or throughput patterns shift over time.
Industries such as Automotive Manufacturing, Pharmaceutical Manufacturing, and Warehouse & Logistics are increasingly adopting AMRs to improve throughput and reduce manual dependency.
What Is an AGV?

An AGV, which stands for Automated Guided Vehicle, is a driverless vehicle that follows pre-programmed, fixed paths using physical or digital guidance systems. Unlike an AMR, an AGV does not make autonomous navigation decisions. It executes defined routes with high precision, high repeatability, and high throughput.
Many facilities evaluating fixed-route automation compare AGVs alongside AMR Automation Solutions depending on their operational requirements.
AGVs use one or more of the following guidance methods:
- Magnetic tape laid on the floor
- QR codes or barcodes scanned at defined intervals for position correction
- Laser reflectors mounted on walls
- Hybrid SLAM or QR configurations
The core characteristic of an AGV is this: it knows exactly where it is supposed to go. It executes. It does not adapt.
What is an AGV used for?

AGVs are purpose-built for high-volume, fixed, repetitive material movement.
Raw material transport from the receiving dock to production staging. Heavy assembly line feeding, including engine, transmission, and axle movement. Finished goods transport from production to dispatch. Heavy pallet, coil, and reel transport in steel, paper, and textile industries. Any fixed-lane intralogistics operation with predictable, repetitive flows running across three shifts.
This type of automation is widely used in large-scale Factory Automation Environments where throughput consistency is critical.
What Is a Forklift?
A forklift is an operator-driven industrial vehicle used for lifting, moving, and stacking loads, often at height. It is the most flexible form of internal material movement. It is also the most hazardous.
The types you commonly find in factories and warehouses include the counterbalance forklift, which is general purpose and suited for wide aisles and outdoor use. The reach truck, which handles narrow-aisle high-bay stacking up to 10 to 12 metres. The electric pallet jack for low-load, short-distance movement. And the tugger or tow tractor, which pulls trolley trains on semi-fixed routes.
Why do most facilities still rely on forklifts?
Forklifts offer genuine advantages in specific situations: high-bay racking, outdoor yard operations, irregular loads that require real-time human judgment, and emergency handling.
The problem is that most facilities use forklifts by default, not because they are the best tool for every flow, but because they are familiar. That familiarity carries a cost that most P&Ls never fully capture.
The Master Comparison: AMR vs AGV vs Forklift

| Evaluation Factor | AMR | AGV | Forklift |
|---|---|---|---|
| Navigation | AI and 3D LiDAR, fully autonomous | Fixed path using tape, QR, or reflectors | Human operator |
| Obstacle response | Autonomous reroute | Stop and wait | Operator judgment |
| Infrastructure needed | Minimal: Wi-Fi and charging points | Significant: tape, reflectors, lanes | None, but needs wide aisles |
| Payload range | 100 kg to 1,500 kg typical | 500 kg to 20 plus tonnes | 1,000 kg to 10 plus tonnes |
| Deployment speed | 4 to 10 weeks | 3 to 6 months | Immediate |
| Human coexistence | Safe, 360 degree sensing | Zone-separated | High risk |
| Operational hours | 3 shifts, auto-charging | 3 shifts, scheduled charging | Limited by operator shift and fatigue |
| Labour dependency | Near zero | Near zero | 1 FTE per vehicle per shift |
| Throughput consistency | High, no shift variation | Very high, fixed-route precision | Variable, operator dependent |
| Scalability | Add vehicles only | Add vehicles and infrastructure | Add vehicles and hire operators |
| Layout flexibility | High | Low | High with a skilled operator |
| Real-time data and visibility | Full fleet analytics | Full fleet analytics | None, manual tracking only |
| Safety incidents | Near zero with 360 degree sensors | Near zero with zone control | The industry’s leading incident source |
| Annual OpEx per unit | Low, zero labour cost | Low, but infrastructure CapEx upfront | High: operator, maintenance, and damage |
| ROI timeline | 18 to 30 months | 2.5 to 4 years | No ROI endpoint, ongoing cost |
| VDA 5050 compliant | Yes, leading vendors | Yes, leading vendors | No |
| WMS, ERP, MES integration | Yes, real-time and automated | Yes, real-time and automated | Manual reporting only |
| Best fit | Dynamic, flexible, brownfield | Fixed, heavy, high-volume | High-bay, outdoor, irregular loads |
What Is VDA 5050 and Why Should Every Buyer Demand It?
Before going further into the decision framework, there is one technical standard every buyer evaluating mobile robots in 2026 must understand.
VDA 5050 is an open communication protocol developed by the German automotive industry. It allows AGVs and AMRs from different manufacturers to be managed by a single fleet management system.
In plain language: VDA 5050 means your robots, regardless of brand or type, can all be controlled, monitored, and optimised from one software platform.
This becomes increasingly important in modern Industry 4.0 Manufacturing Environments where interoperability and centralized visibility are critical.
The 5-Factor Decision Framework: How to Choose
Factor 1: How Predictable Is Your Material Flow?
Ask yourself this: do the same materials move between the same points, at similar frequencies, with minimal variation in routing?
If the answer is yes, and you are running 150 or more moves per shift on fixed routes, an AGV is purpose-built for this. Same origin, same destination, same timing. AGVs deliver unmatched reliability and throughput at scale.If your routes are variable, your SKUs are mixed, or your sequences change regularly, an AMR adapts to every new mission dynamically without any re-programming of infrastructure.
If both situations exist in your facility, a hybrid deployment under a VDA 5050-compliant fleet management system is the answer. Each technology does what it does best, managed as one unified operation.
A pattern we see consistently: Tier-1 automotive manufacturers use AGVs for primary flows like RM receiving to the press shop, which are fixed, heavy, and running three shifts. They use AMRs for secondary flows like WIP between production cells, kitting, and sub-assembly transport, where routing is variable and destinations change by production order.
Factor 2: What Is Your Facility Situation?
Ask yourself: are you building new (greenfield) or automating an existing facility (brownfield)?
Do you have any restrictions on floor modification?
For a greenfield facility, both AGV and AMR are viable options. You have the luxury of designing your facility around the optimal choice for your primary flows.
For a brownfield or existing facility, AMR is almost always the correct answer. No floor marking, no reflector installation, no infrastructure cost. The robot maps your existing environment and becomes operational in weeks.
For a leased facility, AMR is the only sensible choice. No permanent floor modifications and full reversibility when the lease ends.
For multi-site expansion, AMR configurations and FMS logic replicate to new sites without site- specific infrastructure investment each time.
What does AGV infrastructure actually cost in a brownfield setting?
This is where many buyers get surprised. Magnetic tape or reflector installation runs between Rs 8 and 20 lakhs per zone. Charging station infrastructure costs Rs 5 to 15 lakhs per route. Floor preparation and lane marking adds another Rs 10 to 30 lakhs depending on the condition of the floor. That means you are looking at Rs 25 to 65 lakhs per zone before a single robot arrives on-site.
For a brownfield facility with four or five automation zones, infrastructure alone can run Rs 1 to 3 crore before the AGV capital cost. This is why the assumption that AGVs are cheaper consistently collapses under total project cost analysis.
Factor 3: What Payload Are You Moving and How Often?
Ask yourself: what is the heaviest load on your most critical route? How many moves per shift?
For loads above 3 tonnes on a fixed route running three shifts, a heavy-duty AGV is the right tool. Tuggers, flatbeds, and coil carriers are built for these loads. AMRs typically do not compete in this category.
For loads between 500 kg and 3 tonnes on mixed routes, either technology can work. Route predictability becomes the deciding factor. For loads between 100 kg and 1,500 kg in dynamic multi-zone environments, AMR is almost always the right answer. One fleet, multiple zones, and multiple attachment configurations give you flexibility without adding complexity.
For facilities with mixed payloads across different zones, a hybrid fleet managed by a single VDA 5050-compliant FMS is the architecture that makes sense.
Factor 4: How Quickly Do You Need to Be Operational?
Ask yourself: is there a hard go-live deadline? A facility launch, a peak season, a contractual
milestone?
A standard AMR deployment runs from facility survey through 3D mapping, configuration, safety validation, and operator training to go-live in 4 to 10 weeks for standard configurations.
No floor modification means no construction lead time sitting in the critical path.
An AGV deployment includes infrastructure preparation, route design, tape or reflector installation, and safety validation. Three to six months is a realistic timeline.
If your deadline is within 8 to 10 weeks, AMR is the only realistic technology choice. If you have six months and a high-volume fixed route to automate, the AGV setup time is worth the long-term per-move economics.
Factor 5: What Does Your 3 to 5 Year Plan Require?
Ask yourself: will your facility layout change? Will you expand to new sites? Will your product
mix or throughput evolve significantly over the next few years?
If your growth is predictable and confined to the same facility on the same routes, AGV scales cost-effectively by adding vehicles on existing infrastructure.If growth is uncertain, zones are likely to change, or layout modifications are planned, AMR scales without infrastructure cost. You add robots, re-map the zones, and redeploy.
For multi-site expansion, AMR deployments are dramatically more replicable. Your FMS logic, maps, and mission profiles adapt to new facilities in weeks, not months.
For organisations building toward Industry 4.0 and smart factory goals, AMRs integrated via VDA 5050 into your WMS, ERP, and MES provide the real-time data foundation that smart manufacturing requires. Forklifts provide none of this. AGVs provide route-level data. AMRs provide complete operational intelligence.
When to Use Each Technology: A Scenario-by-Scenario Guide
When AMR Is the Right Choice
Dynamic warehouse with mixed SKUs and evolving workflows
E-commerce, 3PL omnichannel retail. Environments where pick zones, throughput volumes, and routing logic change regularly. AMRs adapt in hours, not months. Layout changes do not require infrastructure rework.
Brownfield manufacturing where floor modification is impractical
Existing factories where tape or reflectors would disrupt production or are simply not permitted. AMR maps the environment as it is and becomes operational in weeks.
WIP movement, kitting, and sub-assembly transport
Variable routing, multiple destination points, on-demand dispatch triggered by line-side calls or WMS signals. AMRs handle this naturally. One fleet can serve multiple zones across a full shift.
Pharma, chemical, and semiconductor internal logistics
Material flow between cleanrooms, kitting zones, and dispatch. No floor contamination from adhesives. Precise positioning at docking stations. Safe and consistent operation in controlled environments.
Fast go-live with a hard deadline
New facility launching in eight weeks. Peak season starting next month. AMR is the only technology that can meet this kind of timeline without floor infrastructure work holding up the project.
Facilities where people and material movement share the same aisles. AMR with 360 degree laser sensing, audio-visual alarms, and emergency stops on all sides operates safely alongside people without requiring physical separation barriers.
When AGV Is the Right Choice
High-volume, fixed-route, heavy-load operations
Raw material from receiving to the press shop. Stamped components to welding. 200 or more moves per shift, same origin, same destination, three-shift operation. AGVs are the most cost-effective technology for this profile.
Nothing matches their per-move economics at this throughput level.
Very heavy payloads from 3 to 20 plus tonnes
Steel coils, press dies, large reels, heavy-duty pallets. Purpose-built AGV carriers handle these loads with precision and consistency. This is not AMR territory.
Automotive assembly including body-to-chassis, engine, and transmission lines
Where JIT precision and synchronisation with the production sequence is non-negotiable. AGVs programmed to the production cycle time deliver the kind of consistency that no human-operated system can replicate.
Regulated environments with route audit trail requirements
GMP pharma facilities where every material movement must be logged against a validated, fixed route. AGV path predictability supports compliance documentation requirements.
Cold storage with pre-built lane architecture
Fixed-lane cold stores with predictable pallet flows are a natural fit for AGV deployment. Much of the lane structure is already partially established.
When to Keep Your Forklifts
Forklifts remain the right tool for specific, well-defined tasks. The goal is not to eliminate them entirely. It is to stop using them for flows where they create unnecessary cost, risk, and operational variability every single day.
Keep forklifts for high-bay racking above 4 to 5 metres, where reach trucks are required for vertical stacking. For outdoor yard operations including loading docks, trailer loading, and yard movement between buildings. For irregular or unpredictable loads with non-standard dimensions or exception flows that require real-time human judgment. For very low-volume movement where fewer than 20 moves per day on a given route means automation ROI simply does not stack up. And for edge case and contingency coverage, since even highly automated facilities keep one or two forklifts available for situations robots are not designed to handle.
The right question to ask is not whether you should replace all your forklifts. The right question is which specific flows are costing you money, safety incidents, and operational inconsistency every day, and which technology solves each one.
The Hybrid Model: What World-Class Operations Are Actually Running
The most sophisticated intralogistics operations in 2026 do not choose between AGV and AMR. They deploy both as a unified autonomous ecosystem under one VDA 5050-compliant fleet management system.
Here is an example of what that architecture looks like in a Tier-1 manufacturing facility:
Material Flow Technology
Why RM receiving to press shop staging Heavy-duty AGV Fixed, heavy loads above 10T, 3 shifts
Press shop to welding sub-assembly AMR 1,000 to 1,500 kg Variable sequence, mixed routes
Welding to line-side kitting AMR 500 kg On-demand, multiple destinations
Kitted components to final assembly AMR 250 to 500 kg JIS delivery, variable BOM
Finished goods to dispatch staging AGV tugger train Fixed lanes, high volume
Spare parts and EOL movement AMR 100 to 250 kg Low volume, high mix
One FMS. Full visibility across the entire floor. Traffic management, mission allocation, charging optimisation, KPI dashboards, and predictive maintenance, all from one platform.
This is what eliminates the coordination gaps, the blind spots, and the parallel systems that cause headaches in multi-vendor deployments that are not built on VDA 5050.
The Real Cost of Forklifts: What Your P&L Is Not Showing You
Most operations managers know forklifts are expensive. Very few know exactly how expensive, because the costs are spread across labour, maintenance, insurance, damage claims, and downtime budgets rather than appearing as a single visible line item.
Here is the true annual cost of running one forklift in a three-shift Indian manufacturing operation:
Cost Element Estimated Annual Cost: Cost Element Estimated Annual Cost
Operator salary: 3 shifts x 3 operators Rs 18 to 30 lakhs
Forklift lease or depreciation Rs 4 to 8 lakhs
Fuel or electricity Rs 2 to 4 lakhs
Maintenance and tyres Rs 2 to 5 lakhs
Damage to goods and racking Rs 3 to 10 lakhs
Workers compensation and insurance Rs 2 to 5 lakhs
Downtime from incidents Rs 5 to 20 lakhs, variable
Total per forklift per year Rs 36 to 82 lakhs
Now multiply that by 10, 20, or 50 forklifts across a large facility.
An AMR that replaces two to three forklifts typically carries a capital cost of Rs 15 to 40 lakhs, with a 6 to 10 hour run time per charge, zero operator cost, near-zero damage incidents, and a payback period of 18 to 30 months. The forklift fleet has no payback period. Its costs compound indefinitely.
Why are forklifts so dangerous?
Forklifts are responsible for a disproportionate share of warehouse and factory fatalities and serious injuries globally. The reasons are structural, not a question of operator negligence.
A loaded forklift has limited forward visibility around the load. Operator judgment and reaction time degrade over long shifts. Speed and load decisions are entirely human-dependent, with no consistency between operators or across shifts. And pedestrians sharing aisles with forklifts creates constant near-miss exposure regardless of how much training is done.
When an AMR with 360 degree laser sensing and AI-driven obstacle detection operates in the same space as a person, it detects, calculates, and either reroutes or stops. No human decision required. That is not a feature. It is a fundamentally different safety architecture.
ROI Framework: How to Build a Credible Business CaseWhat does ROI for mobile robots actually include?
The most common mistake buyers make is building their ROI model on labour replacement alone. The full picture is significantly stronger. Direct savings that are quantifiable from day one include labour cost reduction as FTEs are replaced or redeployed to higher-value roles, overtime elimination since robots run three shifts without shift premiums, damage reduction since forklift-related damage to goods and racking averages 3 to 10 percent of goods value annually while AMRs bring this close to zero, and the elimination of injury-related costs including workers compensation, lost productivity, and legal exposure.
Value creation that becomes quantifiable over 12 to 24 months includes throughput improvement through consistent cycle times with no shift variation, inventory accuracy improvements as real-time movement data integrates with WMS and reduces stock discrepancies, space recovery since AMRs require significantly narrower aisles than forklifts, and faster new-facility onboarding as AMR deployments replicate across sites in weeks rather than months.
AMR ROI benchmarks from real deployments:
Payback period runs between 18 and 30 months in multi-shift environments. Headcount optimisation on automated flows typically achieves 50 to 75 percent reduction in material handling FTEs. Fleet uptime runs above 98 percent in well-maintained deployments. Throughput improvement averages 30 to 40 percent faster material transfer compared to manual handling.
Safety incidents on automated flows drop to near zero post-deployment. The fastest ROI achieved in our deployment experience was under 18 months, in a high-volume trolley movement application in the energy management sector.
AGV ROI benchmarks:
Payback period runs 2.5 to 4 years in multi-shift, high-volume environments. Labour offset is typically 2 to 5 FTEs per vehicle per shift. Per-move economics are superior to AMR at very high volumes on fixed routes. Infrastructure cost is Rs 15 to 40 lakhs per zone as a one-time investment.
The 7 Mistakes Buyers Make When Choosing Between AMR, AGV, and Forklift
Mistake 1: Choosing technology based on price per unit
The cheapest robot for the wrong use case always costs more over time. Infrastructure costs, rework, and underperformance erode the
initial saving within the first year.
Mistake 2: Not modelling total cost of ownership
AGV infrastructure, maintenance, software licensing, and modification costs add up significantly over time. Forklift OpEx compounds indefinitely. Always model the 5-year TCO, not just the purchase price.
Mistake 3: Ignoring integration requirements
Mobile robots do not operate in isolation. They need to communicate with your WMS, ERP, and MES. Vendors without proven integration experience create bottlenecks that directly destroy ROI. Always ask for references on your specific platform.
Mistake 4: Automating the wrong flows first
Not all material movement is equal. Some flows deliver 10 times the ROI of others. The highest-value automation missions are typically high-frequency, fixed-time, labour-intensive routes, not the most technically interesting ones. Start with the highest-ROI flow.
Mistake 5: Underestimating change management
Technology implementation is honestly the easy part. Getting floor supervisors, operators, and IT teams aligned and confident is where automation projects succeed or fail. Choose a vendor who has a structured change management and operator training programme built into the deployment.
Mistake 6: Non-VDA 5050 vendor lock-in
Deploying robots that cannot integrate with a standard FMS creates a technology island. In two or three years, when you want to add a second vendor’s robot or switch FMS platforms, you will face a costly rearchitecture project. Always demand VDA 5050 compliance before signing.
Mistake 7: Planning for today’s operation, not tomorrow’s
Automation investments need to be evaluated against your 3 to 5 year operational plan, not your current floor layout. A technology that is optimal today but inflexible to growth becomes a constraint within 24 months.
The Most Expensive Mistake in Industrial Automation
The wrong technology choice in mobile robotics does not reveal itself immediately. It shows up 18 months later, when your AGV infrastructure is too expensive to modify for the layout change you now need, or when your forklift-dependent operation loses three operators in the same quarter to attrition and cannot recover throughput. By that point, the cost of rework, which includes dismantling infrastructure, re-scoping vendors, and delayed ROI, typically runs into crores.
The facilities that get this right do not guess. They do a structured workflow analysis before committing to any technology. It takes two to three hours of engineering time. It costs nothing.
And it prevents the kind of decision that takes two to three years to recover from.
Free 30-Minute Automation Fit Assessment
Book Your Free 30-Min Assessment:
Contact Novus Hi-Tech







