










A single contamination event in a sterile pharmaceutical facility can trigger a product recall, a regulatory investigation, and millions in losses, all because someone walked through the wrong door at the wrong time. Regulatory bodies have said it plainly: personnel are the single most significant source of contamination in pharmaceutical cleanrooms. Yet across the industry, material movement, one of the highest-frequency causes of human entries into controlled zones, continues to run on forklifts, manual carts, and operator rounds.
This is the gap that AMRs in pharma manufacturing are beginning to close. Not as experimental technology, but as operational infrastructure already deployed in production environments where contamination control, batch traceability, and GMP compliance are not negotiable.
The pharmaceutical automation market is on a firm growth trajectory. According to SkyQuest Technology, the global pharmaceutical automation market was valued at USD 6.11 billion in 2023 and is projected to reach USD 11.33 billion by 2031, growing at a CAGR of approximately 8%. The pressure behind that growth is not speculative, it is regulatory, operational, and economic, and it is accelerating.
Who Is This Article For?
This article is written for operations directors, manufacturing heads, and automation decision-makers in pharmaceutical companies evaluating how to reduce contamination exposure, improve material traceability, and build more audit-ready production environments. You will find a structured breakdown of seven operational areas where AMRs deliver measurable impact, a deployment evaluation checklist, and the strategic context needed to assess readiness for your facility.
AMRs or Autonomous Mobile Robots, are self-navigating robots that move materials across a facility without fixed tracks or manual operation. In pharmaceutical manufacturing, they are deployed to automate internal material transport across warehouses, production zones, cleanrooms, and packaging lines while generating a digital record of every movement for compliance and traceability purposes
7 Ways Leading Plants Automate Sterile Production with AMRs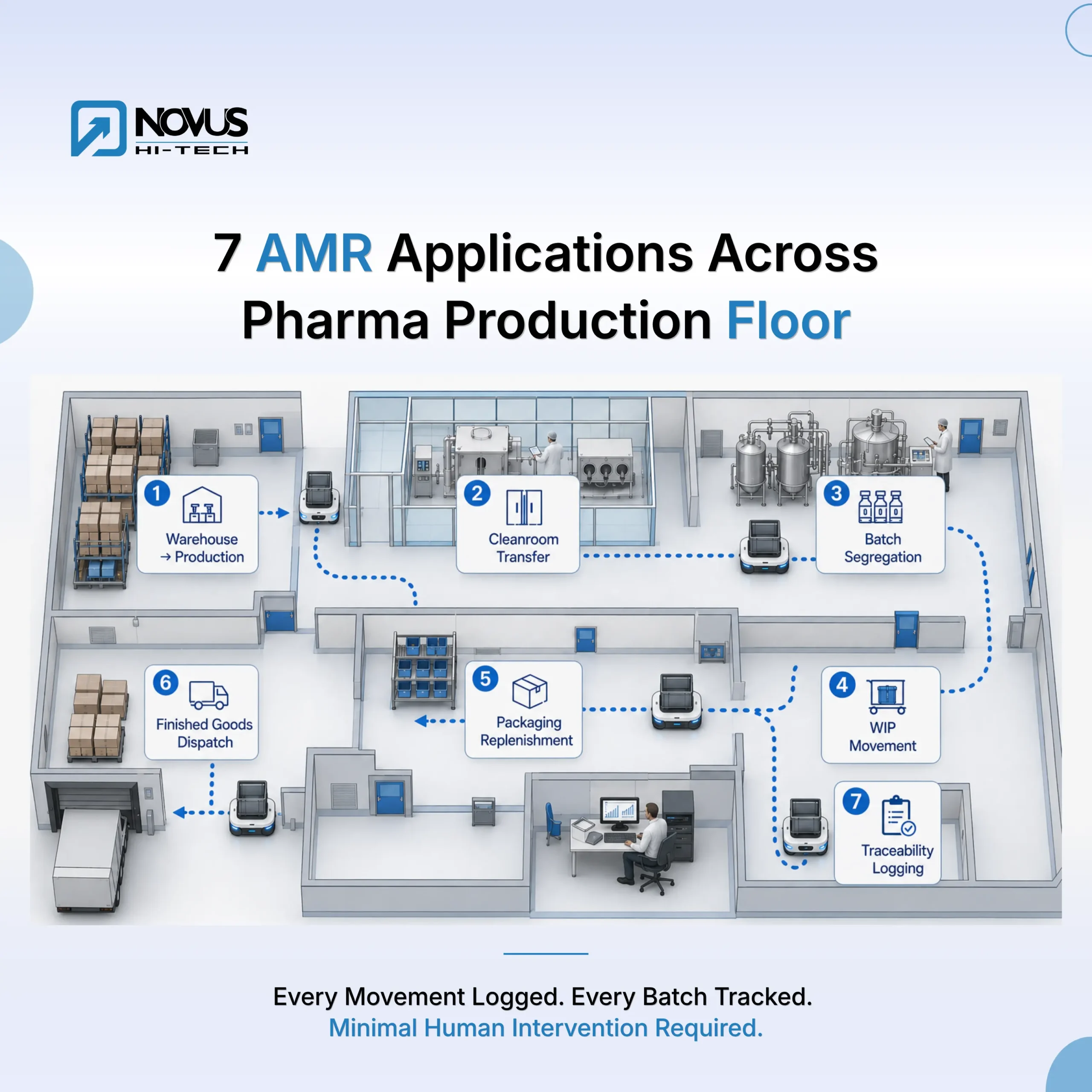
Below are the seven operational areas where AMR deployment delivers the most significant impact in sterile production environments, from raw material intake through to finished goods dispatch. Each application addresses a specific contamination, compliance, or productivity challenge that manual material handling cannot solve systematically
1. Raw Material Movement from Warehouse to Production
Manual transport of raw materials from storage to production consumes operator time, introduces scheduling dependencies, and generates handling records that are difficult to audit. In a GMP environment, every uncontrolled movement is a documentation liability.
AMRs automate this pathway, responding to production signals, retrieving the correct materials, and delivering them to the designated station without human intervention. Replenishment becomes faster, inventory visibility improves, and the handling record is generated automatically in the system.
For facilities managing multiple production lines simultaneously, the compounding effect on throughput consistency is substantial.
2. Cleanroom Material Transfer
Industry literature is unambiguous on this point: humans are the primary source of contamination in cleanroom environments. As per Pharm Tech, even properly gowned personnel continuously shed microorganisms from skin and mucous membranes.
In many facilities, cleanroom material transfers remain manually operated, with operators moving between classified zones multiple times per shift. Each entry is a contamination event waiting to be measured.
AMRs configured for cleanroom operation reduce the frequency of those entries structurally. Movement between classified zones becomes controlled, repeatable, and logged. Environmental monitoring programs become easier to manage because the primary variable, human traffic, is reduced.
|
3. Batch-to-Batch Material Segregation
In pharmaceutical production, batch mix-ups are among the most serious operational failures. The consequences range from costly deviation investigations to product recalls and, in regulated markets, direct FDA or EMA enforcement action.
AMRs address this risk by enforcing digitally controlled transport routes. Each movement is assigned to a specific batch ID, tracked in the system, and executed without the ambiguity that human handling introduces. Batch segregation is no longer a procedure dependent on operator compliance, it becomes a system-enforced characteristic of material flow.
This builds a more defensible compliance record and significantly reduces the investigation burden when deviations do occur.
4. Work-in-Progress Movement Between Production Stages
The time materials spend waiting between production stages rarely appears in operational efficiency metrics, but it accumulates. In shift-change periods particularly, WIP bottlenecks are a consistent source of throughput loss that is both predictable and preventable.
AMRs replace manual WIP transfer with autonomous stage-to-stage movement triggered directly by production system signals. Materials move when they are ready. Operators are not a dependency. Workflow continuity improves, and production planners gain real-time visibility into WIP status across the line, data that supports better scheduling decisions downstream.
5. Packaging Line Replenishment
Packaging line stoppages due to material shortages are a persistent source of lost throughput in pharmaceutical operations. The cause is usually structural: replenishment is reactive, managed by operators responding to line signals rather than by a system with facility-wide visibility.
AMRs enable just-in-time delivery of packaging materials triggered by consumption data from the line, without manual intervention. For high-speed packaging operations, even modest reductions in unplanned stoppages compound into significant gains across a production week.
To put this in operational context: according to McKinsey’s robotics scaling analysis, manufacturing deployments of autonomous robots are now achieving average payback periods of approximately 1.3 years, a figure that has compressed significantly over the past four years as platforms have matured and integration costs have decreased.
6. Finished Goods Movement to Storage and Dispatch
The movement of finished pharmaceutical products from production to storage and dispatch is a high-traffic zone, often managed with forklifts, manual palletising, and paper records. Each of these elements introduces safety exposure, congestion, and documentation inconsistency.
AMRs systematise this final movement leg. Finished goods are transported to designated storage locations with every movement logged automatically. Forklift traffic in production areas decreases. The documentation generated during normal operations builds the compliance record rather than complicating it.
The broader manufacturing shift is already well underway. According to the International Federation of Robotics, 542,000 industrial robots were installed in factories worldwide in 2024 more than double the number installed a decade ago, with annual installations exceeding 500,000 units for the fourth consecutive year. In pharmaceutical environments, this migration is accelerating with a sharper requirement attached: every piece of automation must support compliance, not just productivity
7. End-to-End Batch Traceability and Audit Readiness
GMP compliance requires pharmaceutical manufacturers to demonstrate, with precision, where every material has been, when it moved, and who or what handled it. In manual operations, assembling this evidence during an investigation or inspection is time-intensive and often incomplete.
AMRs that integrate with MES and ERP systems generate this record automatically. Every movement is digitally logged, batch reference, timestamp, origin, destination, as a by-product of normal operations, not as an administrative task. This reduces investigation time, accelerates regulatory responses, and improves audit readiness without adding compliance burden.
This matters more than ever: an analysis of 1,766 FDA Warning Letters issued between 2016 and 2023 published in PubMed found that data integrity violations, incomplete records, missing documentation, untracked process steps, were among the most consistently cited GMP deficiencies across the entire study period. AMRs directly address this gap at the material movement layer.
What Makes AMRs Different in Pharmaceutical Manufacturing?
Not every automation platform belongs in a pharmaceutical environment. The requirements go beyond operational efficiency, every movement must simultaneously support production performance and regulatory compliance. A platform that delivers throughput gains but creates traceability gaps is not a net positive in this industry.
| Requirement | Why It Matters in Pharma |
| Cleanroom Compatibility | AMRs operating in classified zones must meet the particle generation limits and sanitation standards of the environment. Generic industrial platforms do not meet these requirements without significant modification. |
| Batch-Level Traceability | Every material movement must be linkable to a specific batch and retrievable for regulatory review. This is a compliance requirement, not an optional feature. |
| MES, ERP and QMS Integration | AMRs operating in isolation from manufacturing and quality systems create audit gaps. Integration is what makes the traceability record complete, defensible, and useful during regulatory inspections. |
What Leading Pharma Plants Look for Before Deploying AMRs
The evaluation process for AMR deployment in pharmaceutical environments is more structured than in general manufacturing. Compliance requirements, cleanroom classification, and system integration create additional decision gates that need to be cleared before a deployment makes operational sense.
The following checklist reflects the core questions leading teams work through:
- Can the AMR operate within your facility’s cleanroom classification?
- Can every material movement be linked to a specific batch ID in the system of record?
- Does the platform integrate with your MES, ERP, and quality management systems?
- Does it support GMP documentation requirements without requiring additional manual recording?
- Will it reduce operator movement inside critical production and sterile zones?
- Can it scale across multiple production lines as throughput requirements grow?
These questions also function as a vendor filter. Platforms that cannot address all six areas cleanly will create compliance gaps that surface at inspection, often at the worst possible time.
From Theory to Production: AMR Deployment in Pharma
The strongest validation of any automation strategy is production deployment. Leading pharmaceutical manufacturers are already using AMRs to automate material movement, improve batch traceability, and support sterile operations at scale. The operational outcomes, reduced contamination exposure, faster replenishment cycles, stronger compliance records, are consistent across deployment environments.
Material Movement Is a Compliance Decision
The pharmaceutical industry has invested heavily in production equipment, quality systems, and regulatory readiness. But material movement, the connective layer between every production step, has often been left outside that investment. The result is an operational environment where contamination risk and traceability gaps are concentrated precisely where products are most vulnerable: in transit.
AMRs in pharma manufacturing are closing that gap. Not by replacing existing production infrastructure, but by adding a controlled, digitally traceable movement layer that strengthens everything around it. Every movement logged. Every personnel entry was avoided. Every batch record is built automatically.
Plants that take this seriously are building manufacturing environments that are more resilient, more auditable, and better positioned for regulatory scrutiny. Those that do not are managing risk manually, and the accumulated cost of that approach is not always visible until an inspection or incident makes it impossible to ignore.
Explore What Autonomous Material Movement Looks Like in Your Operations
If you are evaluating autonomous robotics for manufacturing, the most productive starting point is a structured operational review, mapping your current material flow, identifying the highest-risk movement areas, and understanding what a deployment would require in your specific environment.






