










India’s battery energy storage market is moving fast. With over 47 GWh of BESS capacity expected to be deployed by 2030 under the National Energy Storage Mission, Indian manufacturers are under real pressure to scale BESS production line capacity quickly and get it right from the start.
But scaling a battery energy storage system manufacturing operation isn’t just a procurement exercise. It’s a precision engineering challenge.
Most manufacturers today are either running semi-manual assembly lines that can’t keep pace with order pipelines, or they’ve stitched together equipment from multiple vendors and are living with the bottlenecks that creates. The downstream effects are predictable: inconsistent cell-to pack quality, higher-than-expected reject rates, and delivery timelines that slip.
This guide is written for plant heads, manufacturing VPs, and procurement teams who are seriously evaluating a BESS assembly line investment in India in 2026 and want to make a well informed decision before committing capital.
We’ll cover what a modern BESS production line setup actually looks like end-to-end, what separates a genuine turnkey BESS solution from a piecemeal one, how to evaluate vendors on technical depth rather than proposal polish, and what India-specific factors belong on your checklist before you sign any LOI.
What Is a BESS Assembly Line, and Why It’s Different From EV Battery Manufacturing
Before comparing vendors, it helps to be precise about what you’re actually buying.
A BESS assembly line is a production system built to manufacture battery energy storage packs, typically large-format modules ranging from 100 kWh to multi-MWh configurations, for grid scale, commercial and industrial (C&I), or residential backup applications. Energy storage pack manufacturing at scale requires an integrated line, not just a collection of machines.
This is meaningfully different from EV battery pack assembly, and the differences matter for how you spec the line.
Pack form factor and energy density. BESS packs are optimized for cycle life, thermal stability, and cost per kWh, not volumetric efficiency. That drives cell selection towards prismatic LFP over pouch NMC, and changes the module architecture and mechanical assembly requirements significantly.
Cycle and calendar life expectations. A BESS pack needs to deliver 4,000 to 6,000-plus cycles over 15 to 20 years. Quality deviations in cell grading, welding, or BMS integration that might be tolerable in an EV context are not acceptable here. Your BESS assembly automation system needs inline quality gates at every critical station, not just end-of-line testing.
Thermal management architecture. Grid-scale BESS systems almost universally use liquid cooling. Your line must accommodate cooling plate assembly, leak testing, and thermal interface material (TIM) application with process controls that hold consistency across thousands of packs.
Safety and compliance requirements. BESS systems in India need to comply with IEC 62619, CEA (Amendment) Regulations 2022, and increasingly with MNRE’s ALMM requirements for domestically manufactured systems. Your line’s process controls, traceability architecture, and testing stations need to generate the documentation trail these standards require, designed in from the start.
If a vendor proposes a “modified EV line” for BESS production line setup without addressing these differences in detail, that’s a signal worth taking seriously.
The Anatomy of a Modern BESS Assembly Line: Station by-Station Breakdown
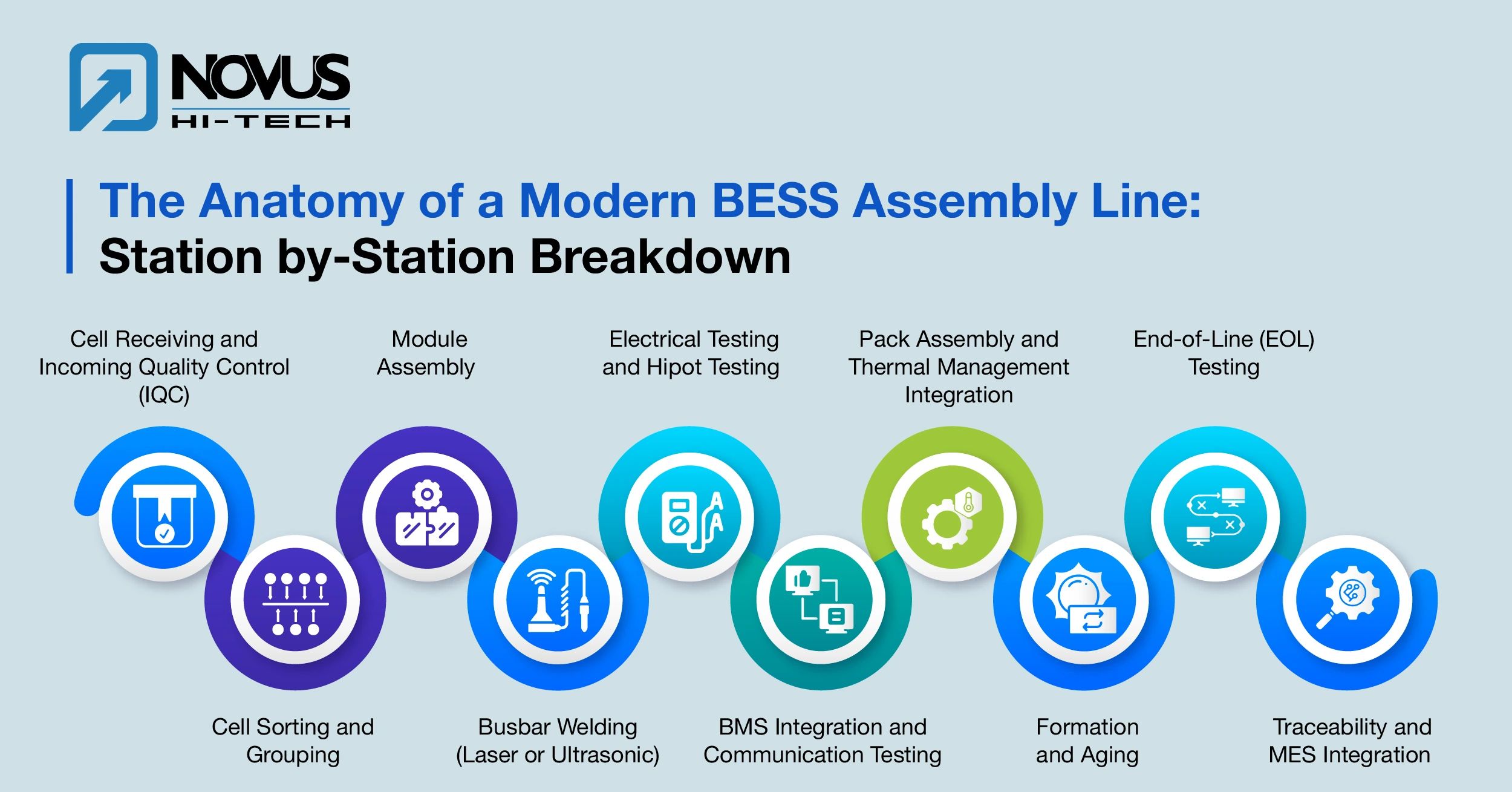
A turnkey BESS assembly line is an integrated system of stations, each with its own automation level, quality control logic, and data handshake with the next. Here’s what a well specced BESS production line looks like from front to back.
1. Cell Receiving and Incoming Quality Control (IQC)
Every battery pack assembly line is only as good as what goes into it. At this stage, cells, typically prismatic LFP from suppliers like CATL, EVE, REPT, or domestic alternatives, are received, inspected, and graded.
Key capabilities to look for:
∙ Automated OCV (open circuit voltage) measurement with resolution of ±0.1 mV
∙ AC impedance testing (EIS) for cell health characterization
∙ Dimensional inspection via laser or vision system for swelling detection ∙ Automated grading and binning with MES integration
A manual IQC station is a false economy. Cell variability from incoming lots is the leading cause of early capacity fade in deployed BESS systems. The cost of one MWh system underperforming in the field far exceeds the cost of building inline IQC automation into the line from day one.
2. Cell Sorting and Grouping
Cells need to be matched by capacity, internal resistance, and self-discharge rate before assembly into modules. The tighter the match, the better the module performs over its lifetime.
This station should be fully automated with:
∙ Statistical process control (SPC) dashboards visible to line operators
∙ Automated pairing algorithms that optimize cell grouping across multiple parameters simultaneously
∙ Rejection and quarantine conveyors for out-of-spec cells
∙ Full traceability linking individual cell serial numbers to final pack IDs
3. Module Assembly
This is where individual cells are stacked, compressed, and integrated into modules. It’s mechanically intensive and one of the highest-risk stations for quality variation in any BESS assembly line India setup.
Critical process parameters:
∙ Cell stacking with positional accuracy of ±0.1 mm
∙ Compression force control, typically 0.1 to 0.3 MPa for prismatic LFP, with closed-loop feedback
∙ End plate and side plate assembly with torque-controlled fastening
∙ Insulation placement (ceramic or aerogel) with visual verification
4. Busbar Welding (Laser or Ultrasonic)
Interconnecting cells within a module via aluminum or copper busbars is one of the most technically demanding steps in BESS pack manufacturing. Weld quality directly determines electrical resistance, heat generation under load, and long-term reliability.
A modern line should use:
∙ Fiber laser welding (1 to 3 kW) with real-time weld monitoring via photodiode or camera ∙ Automated weld path programming with vision-guided correction
∙ Weld parameter logging (power, speed, focal position) linked to module ID
∙ Inline pull and shear testing with statistical sampling
Ultrasonic welding works for thinner gauges, but fiber laser welding is the current industry standard for high-throughput energy storage pack manufacturing.
5. Electrical Testing and Hipot Testing
Every module must clear an electrical test before moving forward. This is a non-negotiable quality gate.
Testing parameters:
∙ Module OCV measurement and capacity verification
∙ High-potential (Hipot) testing to verify insulation integrity, typically 500V DC for 60 seconds per IEC 62619
∙ Insulation resistance measurement above 100 MΩ at 500V DC
∙ Automated pass/fail with serialized test reports linked to module ID
6. BMS Integration and Communication Testing
The Battery Management System is the intelligence layer of the pack. Its integration needs to be validated at both module and pack level, not assumed.
This station handles:
∙ BMS PCB mounting and cable harness assembly with automated routing guides ∙ CAN bus, RS485, and Modbus communication validation
∙ Parameter programming: cell chemistry coefficients, protection thresholds, SoC calibration
∙ Full BMS functional test sequence logged to MES
7. Pack Assembly and Thermal Management Integration
Modules are assembled into the final pack structure, and the thermal management system is integrated at this stage.
Key processes:
∙ Module stacking into pack housing with robotic or semi-automated handling ∙ Cooling plate assembly with hydraulic leak testing, typically at 3 bar for 5 minutes ∙ Thermal interface material (TIM) dispensing with automated gravimetric verification:
TIM voids are one of the leading causes of thermal runaway in field-deployed systems ∙ Pack enclosure sealing with IP rating verification (IP55 minimum for most applications)
8. Formation and Aging
New battery packs go through controlled charge-discharge cycles (formation) to stabilize the SEI layer, followed by aging at controlled temperature for self-discharge stabilization.
Formation capacity is almost always the throughput bottleneck of any BESS production line setup. Your specification should clearly define:
∙ Formation channel count and C-rate capability
∙ Temperature-controlled aging room capacity and precision (target: ±1°C) ∙ Formation data logging and grading logic post-aging
9. End-of-Line (EOL) Testing
Every finished pack gets tested against its full specification before it leaves the production floor. The EOL test sequence should include:
∙ Full capacity test at defined C-rate
∙ Efficiency measurement across a full charge/discharge cycle
∙ BMS communication test with SCADA/EMS simulation
∙ Pack-level Hipot and insulation resistance
∙ Dimensional and weight verification
∙ Automated test report generation with QR or barcode linking to pack serial number 10. Traceability and MES Integration
This isn’t a single station — it’s the connective tissue holding the entire BESS assembly line together. A modern line must have end-to-end digital traceability linking every cell, every weld, every test result, and every process parameter to a unique pack serial number.
This data does three things: it supports warranty claim resolution, satisfies ALMM audit requirements, and creates feedback loops for continuous yield improvement.
A vendor who treats traceability as an add-on rather than a designed-in capability is telling you something important about how they think about quality.
Turnkey BESS Solutions vs. Piecemeal Assembly: Why the Procurement Model Matters
The most common mistake manufacturers make when setting up a BESS production line in India is treating it as a standard capital equipment purchase: find the best individual machines, negotiate prices, and hand integration to an in-house team.
This approach consistently underperforms. Here’s why.
System integration is where most of the technical risk lives. Well-specified individual machines can still produce a dysfunctional line if the interfaces between stations, mechanical, electrical, and data, aren’t designed as a coherent system. Conveyor handoffs that stress cells, vision systems that can’t communicate with the MES, formation equipment that can’t ingest BMS data: these are integration failures, not equipment failures. And they land on your plate.
Accountability becomes ambiguous quickly. When something goes wrong on a piecemeal line, every vendor points at the others. With a turnkey BESS solution provider, there’s a single contractual point of accountability for line performance.
Ramp-up is more predictable. A turnkey provider who has engineered and delivered systems of this complexity understands the commissioning sequence, the common failure modes, and what operator training actually requires. First-time integrators discover these things at your expense.
What to expect from a genuine turnkey BESS assembly provider:
∙ Single-contract responsibility for line OEE, throughput, and quality yield ∙ Factory Acceptance Testing (FAT) at the vendor’s facility before shipment ∙ Site Acceptance Testing (SAT) and commissioning support at your plant ∙ Comprehensive operator and maintenance training (80+ hours minimum) ∙ A criticality-ranked spare parts BOM with stocking recommendation
∙ Remote monitoring capability for line diagnostics
∙ A post-commissioning performance guarantee (typically 12 months)
If any of these are missing from a vendor’s proposal, push on why. The answer will tell you more about their experience level than their brochure will.
BESS Assembly Line Cost in India: What Drives the Investment

Investment requirements vary considerably: roughly Rs. 8 to 12 crore for a semi-automated line running 50 to 100 MWh per year, up to Rs. 40 to 80 crore for a fully automated line capable of 500-plus MWh annually. Understanding what drives that range helps you assess whether a quote is realistic.
Automation level. The single biggest cost lever. Full automation of cell handling, module assembly, and test stations roughly doubles capital cost versus semi-automation, but typically reduces direct labor by 60 to 70% and delivers meaningfully better process Cpk.
Formation and aging capacity. Formation equipment is expensive and capital-intensive. A vendor who quotes a “complete line” with undersized formation capacity is setting you up for a throughput bottleneck within 18 months.
Testing and traceability depth. Inline testing at every station costs more upfront but reduces end-of-line rework and field failures. ROI on comprehensive inline testing typically turns positive within 12 to 18 months of production.
Component localization. Lines with 60 to 70% locally sourced mechanical and electrical components, including conveyors, fixtures, and enclosures, carry lower CAPEX and shorter spare parts lead times. High-value components such as laser welders, vision systems, and formation equipment typically still come from Germany, Japan, South Korea, or China.
Civil and building requirements. Clean room classification (ISO 7 or ISO 8 for cell handling), ESD flooring, fire suppression, and HVAC specs add meaningfully to total project cost. These are consistently underestimated in early-stage budgets.
A note on Chinese vendor pricing. Several Chinese equipment manufacturers now offer BESS assembly lines at attractive headline prices. Before comparing them against established turnkey providers, evaluate: commissioning support quality in India, spare parts availability and local lead times, documentation completeness, and after-sales service depth. A Rs. 5 crore saving on CAPEX can disappear if commissioning drags six months past plan.
India-Specific Considerations for BESS Production Line Setup
Beyond the technical spec, several India-specific factors materially affect line performance and total cost of ownership for any BESS assembly line India project.
Power quality. Indian grid power is variable. Formation and aging equipment is sensitive to voltage fluctuations and harmonic distortion. Your specification needs explicit power conditioning requirements, and your vendor should have direct experience managing this in Indian installations. Ask for Indian customer references on this point specifically.
Ambient temperature and humidity. Most of India regularly sees ambient conditions well outside the range of equipment designed to European assumptions: 35 to 45°C and 70 to 90% relative humidity in coastal and peninsular regions. Cell handling areas and formation rooms need HVAC designed for Indian conditions, not European ones. Cooling system CAPEX is routinely underestimated by 20 to 30% when vendors baseline against Europe.
Skilled labor availability. Automation reduces but doesn’t eliminate the need for skilled technicians. Laser welder operators, MES administrators, and formation equipment technicians are not abundant outside a handful of clusters: Pune, Chennai, Bengaluru, Manesar. Plan for a 3 to 6 month operator qualification ramp, and make sure comprehensive training is a contracted deliverable, not a courtesy.
PLI scheme eligibility. If you’re targeting the PLI scheme for Advanced Chemistry Cell batteries, your production process and traceability documentation requirements are specific and auditable. Your line’s MES and test data systems need to generate the required compliance reports from day one.
ALMM compliance for BESS manufacturers India. MNRE’s Approved List of Models and Manufacturers for energy storage is evolving. Design your quality management system, testing protocols, and documentation standards with ALMM audit requirements in mind from the start.
Import lead times. High-value imported components currently carry 6 to 14 month lead times. Factor this into your project plan. A vendor promising 6-month delivery on a fully automated line is either carrying finished inventory or misrepresenting their timeline.
How to Evaluate Vendors for Turnkey BESS Solutions in India: A Scorecard
When comparing multiple proposals, qualitative impressions become unreliable quickly. A structured evaluation keeps the process honest.
Tier 1: Technical Capability (40%)
∙ Line OEE guarantee and how it’s defined and measured
∙ Process Cpk data from installed lines or equivalent automation applications ∙ Inline quality station specifications: resolution, speed, coverage
∙ Traceability architecture and MES integration approach
∙ Formation equipment specifications: channel count, C-rate, temperature control ∙ Whether FAT documentation, reference data, or technical validation is available
Tier 2: Project Execution Capability (25%)
∙ FAT/SAT process and acceptance criteria
∙ Commissioning timeline with milestone-linked payment structure
∙ Project management methodology and dedicated PM assignment
∙ How scope changes are handled (scope creep on complex lines is common and expensive)
Tier 3: After-Sales and Support (20%)
∙ In-country service team size and location
∙ Spare parts stocking policy and machine-down response SLA
∙ Remote monitoring and diagnostics capability
∙ Training curriculum depth and operator certification process
∙ Reference checks from Indian customers on support quality, not just installation
Tier 4: Commercial Terms (15%)
∙ Performance guarantee structure covering throughput, OEE, and quality yield ∙ Payment milestone alignment with actual delivery milestones
∙ Warranty terms and exclusion clauses
∙ Technology refresh or upgrade path
Five questions worth asking every vendor of turnkey BESS solutions India:
1. Walk me through the OEE or process capability data from your most relevant installations. What were the primary loss categories and how were they resolved?
2. How do you handle BMS integration when the customer has already selected their BMS vendor? What does that look like technically?
3. What’s your standard commissioning timeline for a line of this scope, and what are the most common causes of delay?
4. How is your spare parts support structured for India? What’s your committed response time for a critical machine-down situation?
5. Walk me through your traceability architecture. If a field failure comes in 18 months post-deployment, how do we trace it back to a specific cell lot and production shift?
BESS Assembly Line Setup Timeline: From Contract to Commercial Production

A realistic project timeline for a greenfield BESS production line setup in India:
| Phase | Key Activities |
| Detailed Engineering | Layout finalization, civil drawings, utility specifications, BMS integration design |
| Civil & Utility Preparation | Building construction, clean room setup, HVAC installation, power conditioning, ESD flooring |
| Equipment Manufacturing | Equipment manufacturing runs parallel with civil work; Factory Acceptance Testing (FAT) at vendor facility during Months 8–9 |
| Shipping & Customs Clearance | Import documentation, customs clearance, inland logistics coordination |
| Installation & Commissioning | Mechanical installation, electrical integration, Site Acceptance Testing (SAT), operator training |
| Trial Production & Ramp-Up | Initial production runs, yield optimization, process qualification |
| Commercial Production | Full-scale production with performance guarantee validation and operational stabilization |
Any vendor promising 12 months from contract to commercial production needs to explain exactly what enables that timeline. It’s only achievable if civil works are pre-completed and the vendor is delivering a line configuration they’ve delivered before. Treat aggressive timelines with scepticism unless backed by milestone-linked contract terms.
ROI Framework: Building the Business Case for BESS Pack Manufacturing in India

Capital decisions of this scale need a financial model that holds up under scrutiny.
Revenue side:
∙ Capacity utilization: realistic expectation of 65 to 75% in Year 1, 80 to 85% from Year 2 onward
∙ ASP trajectory for BESS packs: currently around Rs. 18 to 22 lakh per MWh for C&I; declining roughly 8 to 12% annually
∙ Product mix: C&I vs. utility scale vs. residential affects margin profile significantly
Cost side:
∙ Cell cost: the dominant input, typically 55 to 65% of pack COGS at current prices ∙ Direct labor: 3 to 5% of COGS on a well-automated line
∙ Overhead including depreciation, utilities, and maintenance: 8 to 12% of COGS ∙ Scrap and rework rate: target below 1.5% at steady state
Key financial metrics:
∙ Payback period: well-executed lines typically 3.5 to 5 years
∙ ROCE at Year 3 and Year 5
∙ Sensitivity analysis across: cell price trajectory, ASP erosion, utilization ramp speed
The most common modelling error is over-optimistic Year 1 utilization combined with underestimated ramp costs, including additional tooling, process engineering iterations, and yield improvement cycles. Build in a 20% contingency on both.
Red Flags When Evaluating BESS Assembly Line Vendors

Confusing BESS-specific installation history with engineering depth. Some vendors have built a previous BESS line. Others bring deep automation and systems integration experience from adjacent domains: EV manufacturing, industrial robotics, or high-precision assembly. Neither profile is automatically stronger.
What actually matters is whether the vendor understands the BESS-specific engineering challenges at a level beyond surface familiarity: cell handling tolerances, formation protocol design, thermal management integration, compliance documentation, and the ways BESS pack manufacturing differs from adjacent battery or industrial applications.
An automation engineering company with strong systems integration depth and a team that has done genuine technical homework on BESS can be a more capable partner than one that has assembled a previous BESS line using off-the-shelf components with limited engineering innovation behind it.
Ask vendors to walk you through their formation system design, inline quality architecture, and traceability implementation. Vendors who have done the engineering work give specific answers. Those who haven’t give generalities.
The proposal lacks process Cpk data. Quality guarantees expressed only as defect rate targets without underlying process capability data are unverifiable. Ask for Cpk values at critical stations, or equivalent data from comparable automation applications.
Formation is undersized relative to throughput targets. Formation is the throughput ceiling of most BESS production lines. Size it for your 3-year production plan, not your first contract.
No genuine in-country service capability. A vendor whose nearest engineer is in Shanghai or Munich is an operational risk. Machine-down events happen. Your service contract is only as good as the response time behind it.
Heavy payment front-loading. Confident vendors ask for 20 to 30% advance with the balance tied to FAT, SAT, and performance milestones. Vendors asking for 50 to 60% upfront give themselves less accountability post-contract.
Vague answers on BMS and MES integration. If a vendor can’t articulate their integration approach for your specific BMS vendor and ERP/MES environment, you’ll be solving those problems yourself after commissioning.
BESS Assembly Line vs. Buying Finished Packs: Build vs. Buy Analysis

A question many Indian companies reach before committing to a BESS production line setup is whether to manufacture at all, or to source finished packs from established suppliers, primarily from China or domestic assemblers.
The answer depends on your business model. If you’re a project developer or EPC contractor deploying your own BESS projects, procurement from an established pack supplier is often the more capital-efficient path, at least initially. The economics shift when: you’re deploying 100+ MWh per year consistently, you need supply chain control for PLI eligibility, or differentiated pack design becomes a competitive advantage in your market.
For companies committed to manufacturing, the build vs. buy question resolves quickly: your customers are buying Indian-made product, PLI incentives reward domestic manufacturing, and ALMM compliance requires production in India. The real question becomes when and at what scale to invest, not whether.
Conclusion: What a Good BESS Assembly Line Decision Looks Like in 2026

The BESS manufacturing India opportunity is real, near-term, and large enough that decisions made in the next 18 to 24 months will separate manufacturers who build durable competitive positions from those who play catch-up.
Getting the BESS assembly line right is foundational to that. A poorly configured or poorly integrated line creates quality and cost problems that compound over time and are expensive to fix after the fact.
The right decision in 2026 is a turnkey BESS solution partner who brings genuine engineering depth to the specific challenges of battery energy storage manufacturing, a line specification sized for where you want to be in three years, formation capacity that doesn’t become your ceiling within 18 months, traceability architecture that supports PLI and ALMM compliance, and a service model with real in-country capability behind it.
The technical complexity of BESS production line setup is real. But it’s well within reach for any manufacturer who approaches vendor selection with the right level of technical rigour.
Evaluating turnkey BESS assembly line solutions for your manufacturing facility in India? Talk to our engineering team.







